TT Talk - Asset management: crane wire ropes

Wire rope is a complex mechanical device, consisting of many moving parts, all working together to support the weight of a load. Wire ropes, referred to in this article simply as ropes, have been in use since the 1800s and were introduced as a replacement for chains, which are prone to fatigue. The maritime industry relies heavily on the use of cranes, both on ships and on shore, for the lifting and movement of cargo, and the rope that lifts the load is a crucial single point of failure. Failure of a rope while lifting a load can lead to devastating consequences and is a concern for those responsible for the operation and maintenance of lifting equipment within the industry.
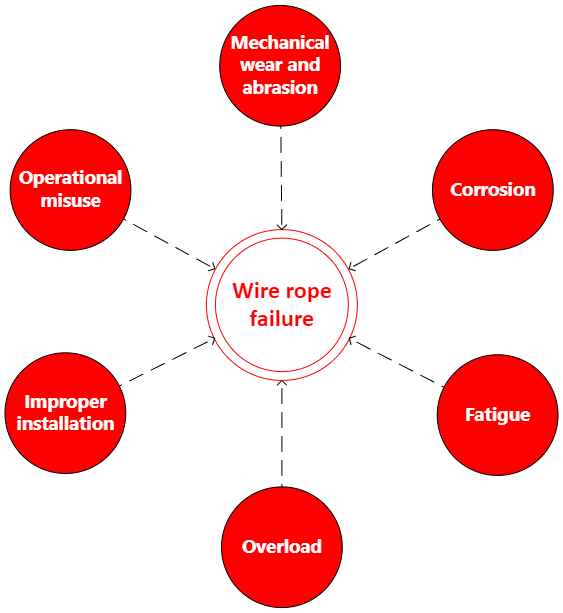
Typical failure mechanisms
Crane rope wears during normal use and is typically replaced multiple times over the service life of a crane. The strategic management of this component will prevent in-service failures that have the potential to cause damage and serious injury. When the management of ropes fails, the failure typically sits within one of the areas shown above in Figure 1. However, diligent management of crane ropes reduces the risk of failure.
Care and maintenance
Storage
The first step in the care and maintenance of ropes is storage within the spare parts inventory for the facility. Considering some of the typical failure mechanisms shown above, both corrosion and mechanical wear abrasion can be significantly affected by the storage method and environment in which these strategic spare parts are stored. Those responsible for the management of the inventory should consult the original equipment manufacturer (OEM) guidelines for storage and maintenance, taking into account.
- The building to store the ropes, which should be cool and dry and free from possible chemical attack or any other corrosive agents.
- Ropes should be stored off the floor and covered to prevent moisture ingress that can induce corrosion.
- Ropes should be regularly inspected to check for any signs of deterioration
- Ropes should be rotated as the lubrication added during the manufacturing process may drain during long-term storage.
Installation
A rope can be seen as a machine in and of itself, and the type (lay) and physical dimensions are specific to the crane. It is therefore vital that OEM's guidance is strictly followed when procuring the rope to be replaced and the associated installation procedure. During installation it is important to inspect the new rope as well as the crane components (hoist drum and sheaves) that make contact with the rope to ensure that they fall within the wear criteria set out by the OEM.
Careful installation by competent personnel is critical in reducing the risk of failure but can also prolong the service life of the rope and crane components by reducing wear from incorrectly installed equipment.
Maintenance
As with many port and terminal related assets, maintenance of rope plays a significant part in determining its service life, performance and safety. As it moves and bends, the wire strands of the rope slide over each other. To reduce wear of the rope, lubrication is applied during the manufacturing process. Lubrication should be periodically reapplied to help reduce wear and extend the service life. A comprehensive maintenance regime when combined with a thorough inspection process reduces the risk of failure. Care should also be taken with the selection of lubricant to ensure suitability for the rope and compatibility with the existing lubricant.
Inspection
Pre-use visual inspection
It is good practice to undertake a pre-use check of a crane before it is put into operation. This pre-use check should include a visual inspection of the ropes. Inspection can be undertaken by a suitably trained driver or operator and should identify any general deterioration or mechanical damage. Concerns raised during this inspection should be checked by a competent person before the crane is put into service.
Periodic inspection
Regular periodic inspection by a competent person, at a frequency determined by the local statutory requirement, environmental conditions, operational practices and age of the rope, will help to determine when the rope is due for replacement. The frequency of inspection may need to increase as the rope wears through use.
Post incident
Ropes are susceptible to damage from overload, abrasion, crushing and over-bending incidents. Therefore, it is important that these incidents are identified when they occur and appropriate inspection by suitably qualified and experienced personnel is carried out before putting the crane back into service. It should also be noted that if the rope is put back into service, such incidents can have a detrimental effect on the expected service life of the rope and therefore may require increased inspection frequency.
Out of service
When ropes meet the discard criteria, it may result in a 'frontline' asset being taken out of service. In order ensure that the operational disruption caused by in-service failure is managed efficiently, it is good practice to monitor and understand the life of these ropes for the given operation and asset. This will enable a strategic approach to managing the spare parts inventory. To find out more about the management of your spare parts inventory please refer to TT Talk | Spare part inventory management
Summary
A wire rope consists of many moving parts and is a complex mechanical device in and of itself, all working together to support the weight of the load. The rope represents a potential single point of failure for a frontline asset and should be an area of focus for the port or terminal maintenance and operations teams. The effect of an in-service outage following identification of a worn wire rope has an impact on the operation but can be managed through diligent inspection, record keeping, spare parts management and a robust replacement programme. A breakdown in the strategic management of ropes may lead to unplanned outages of assets and in some cases complete failure of ropes with potential dire consequences.
-
If you would like further information, or have any comments, please email us, or take this opportunity to forward to any others who you may feel would be interested.




